
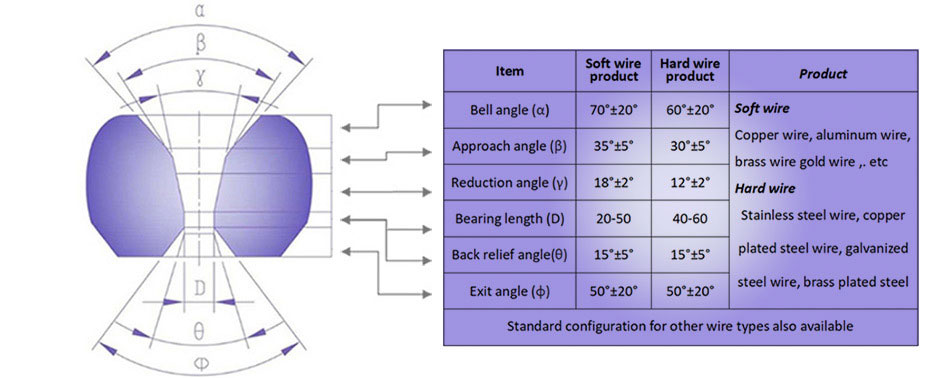
Entrance
The inlet area is polished so that the drawing fluid can circulate smoothly
Approach
The lubrication area is finely polished, so that the wire can be easily excessive
Reduction
The working area can reduce the drawing force, and the change-point contact is face-to-face angle drawing, which reduces friction and die wear. The deformed structure is more reasonable and stable. The upper line can be drawn smoothly when the incoming line becomes thicker or thinner.
Bearing
The fixed warp area can ensure the precise diameter, smoothness and out-of-roundness of the wire for a long time.
Back Relief
The safety angle can ensure that the wire is drawn without scratches, and the life expectancy tends to be longer.
Exit
The deepening of the outlet can greatly support the tensile stress of the outlet.
- Typical Die Reduction Angles for Various Metals
| Elongation | Area Reduction | Lead Zinc Silver Gold | Hard-Alalloys Nickel Copper | Brass Cualloys Stainless Steel | High Carbon Steel | Hot Drawing of Tungsten |
|---|---|---|---|---|---|---|
| 5-9% | 5-8% | 14 | 10 | 9 | 8 | 10 |
| 9-14% | 8-12% | 16 | 12 | 11 | 10 | 10 |
| 14-19% | 12-16% | 18 | 14 | 13 | 12 | 12 |
| 19-33% | 16-25% | 22 | 18 | 16 | 15 | 14 |
| 33-54% | 25-35% | 24 | 22 | 18 | 18 | 16 |